Nosite zakon o stazi
Tokom normalnog rada, klin se polako okreće unazad u otvoru za klin, dva se ravnomerno troše, otvor klina postepeno postaje veći, a klin postepeno postaje tanji.Ako je rad nepravilan, kao što je skretanje velikom brzinom, nagli početak ili ulazak u mutnu vodu, korov, itd. kako bi blokirali zatiče, to će uzrokovati preopterećenje i opuštanje lijeve i desne strane papuča staze, i igle će biti deformisane i savijene.Rotacijom, klin i otvor klina postaju klizno trenje, a dio trenja je ograničen na mali dio kontaktne površine, zatik se postupno melje u oblik radilice, a otvor za iglu također postaje elipsa.

Povećanje otvora osovinice također uzrokuje produžavanje nagiba gusjenice (korak je središnji razmak rupa na oba kraja papuče gusjenice), tako da se papuča gusjenice i pogonski točak međusobno bruse, papuča gusjenice se istroši , a zupci pogonskog točka su u obliku oštrice.Prema mjerenju, pri promjeni nagiba sa 174 mm na 184 mm širina otvora zubaca pogonskog zupčanika se mijenja sa 87 mm na 97 mm, a normalna kotrljajuća mreža je u tom trenutku potpuno uništena.
Budući da je nagib papuče za stazu izdužen, to također uzrokuje skakanje valjaka tokom hodanja, što ubrzava habanje piste papuče staze.Kada je slijeganje piste veće od 4 mm, treba je popraviti.
Habanje vodećeg dijela papuče gusjenice uglavnom je uzrokovano devijacijom gusjenice, jakom deformacijom papuče gusjenice i prekomjernim aksijalnim podrhtavanjem valjka i vodećeg točka.
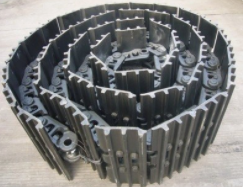
Uobičajene stare papuče gusjenice su jako istrošene ili istrošene kroz spojeni dio sa pogonskim kotačem.
Popravka obuće za stazu
Habanje papuče za stazu uglavnom se sastoji od dva dela: površine staze i otvora za klin.Vrlo je jednostavan za popravku.Nakon što je staza istrošena, žljeb se savija, a kada dubina ne prelazi 2~3 mm, može se direktno obrađivati i popraviti.Kada je habanje duboko, čelične šipke različitih veličina mogu se ispuniti u žljebove prema specifičnim uvjetima, a zatim zavariti sa svih strana.Rupu za iglicu treba vratiti na originalnu veličinu i središnji položaj originalne rupe nakon brušenja.U tu svrhu izrežite istrošenu rupu za igle, umetnite iglu standardne veličine, zatim je zagrijte na oko 800 ℃, a zatim zarolajte rub uha.Dodajte polukružnu željeznu ploču na vanjsku stranu reza i zavarite je čvrsto električnim zavarivanjem.Tako popravljene cipele mogu izdržati više od 100 smjena.

Zamjena čelika za cipele na stazi
Gusjenice gusjeničarskih vozila uglavnom su izrađene od čelika s visokim sadržajem mangana sa istorijom od skoro sto godina upotrebe.To je zato što čelik s visokim sadržajem mangana ima istaknutu karakteristiku, to jest, podvrgava se kaljenju na udar pod djelovanjem udarnog opterećenja, čineći ga površinskim slojem koji je i tvrd i otporan na habanje, dok i dalje zadržava žilavost i plastičnost svoje unutrašnje površine. sloj.Međutim, kao papuča za stazu koristi se čelik s visokim sadržajem mangana, koji se često rano ošteti zbog pukotina, preokrenutih zubaca i progiba tijekom upotrebe, te ima nizak vijek trajanja.Da bi se ovaj nedostatak prevazišao, razvijen je niskolegirani čelik visoke čvrstoće 30SiMnMoV(Ti), koji se bazira na domaćim resursima i koji se lako proizvodi.Uspješno se koristi za zamjenu čelika s visokim sadržajem mangana za proizvodnju gusjenica.
metode obrade
Tehnologija obrade gusjenice profila je uglavnom: upotreba rezanja profila, bušenje (probijanje), termička obrada, ravnanje, farbanje i drugi procesi;kolosijek buldožera je jednostruko ojačan, a opšta boja boje je žuta;Trorebra je, a boja je crna.Materijal koji se kupuje za profil je uglavnom 25MnB, a konačna tvrdoća materijala za termičku obradu je HB364~444.
Vrijeme objave: 26.08.2022



