Main shaft :MAterial je visokokvalitetni ugljični konstrukcijski čelik 50Mn, sa sadržajem C u rasponu od 0,48 do 0,56%, sadržajem Si u rasponu od 0,17 do 0,37%, sadržajem Mn u rasponu od 0,7 do 1,0%, sadržajem S u rasponu od 0,035%, sadržajem P u rasponu od manje od 0,035%, i sadržaja Cr u rasponu od manje od 0,25 do 0,30%, sadržaja Ni u rasponu od manje od 0,30%, i sadržaja Cu u rasponu od manje od 0,25%. Među njima, Mn je važan element u legiranom čeliku, koji može poboljšati duktilnost i plastičnost materijala, osigurati dovoljnu žilavost i otpornost na habanje.Nakon termičke obrade, 50Mn čelik ima visoku čvrstoću i tvrdoću, odličnu penetraciju, sloj dubokog stvrdnjavanja, finu perlitnu teksturu i dobre mehaničke performanse.
Standardi dizajna za glavno vratilo zahtijevaju dubinu od 2 do 7 mm očvrsnog sloja i tvrdoću kaljenja od 50 do 62 HRC.
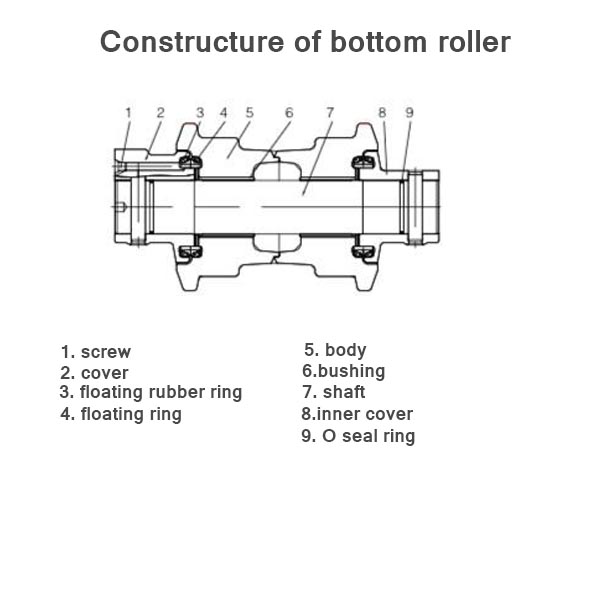
Tijelo :Kako bi se poboljšala otpornost na habanjetrack roller's tijelo, materijal je legirani konstrukcioni čelik od 40Mn2, sa sadržajem C u rasponu od 0,37 do 0,44%, sadržajem Si u rasponu od 0,17 do 0,37%, sadržajem Mn u rasponu od 1,4 do 1,8%, sadržajem P u rasponu od manje od 0,030% i sadržajem S u rasponu od manje od 0,030%.
The donji valjaktelo je oblikovano postupkom kovanja. Nakon oblikovanja, grubo telo točka se kaljuje kako bi se postigla tvrdoća od 26-32HRC da bi se održala visoka čvrstoća, plastičnost, žilavost i ukupne mehaničke performanse unutar tela točka.Površina tijela točka je podvrgnuta kaljenju kako bi se povećala tvrdoća i otpornost na habanje površine šine potpornog točka. Tvrdoća gašenja je 50-58HRC, sa dubinom od 6-12mm.Ovo rezultira osnovnom sličnošću između tvrdoće površine šine i tvrdoće spoja karike lanca (48-58HRC).
Pečat:Veličina i hrapavost površineO-prstentreba biti u skladu sa zahtjevima dizajna. Spojnu površinu treba zaokružiti i očistiti od neravnina i oštrih rubova.
Plutajuća zaptivna guma i O-prstentreba odabrati od visokokvalitetne butil gume. Unutrašnji prečnik, veličina navoja, elastičnost, tvrdoća (Shore) i završna obrada treba da budu u skladu sa standardima.Prije montaže, sve gore navedene stavke treba pregledati i kvalificirati u skladu s gore navedenim standardima prije ugradnje.
Gap :Zazor između glavne osovine osovine i ležaja glavčine navaljaktijelo treba biti 0,2-0,4 mm. Prilikom rotacije ne bi trebalo biti blokiranjaproblemi dobre performanse zaptivanja, bez curenja ulja.
Podmazivanje :Ulje ležaja utrack roller treba ubrizgati pomoću uljne pumpe. Kada je potrebno, viskozitet ulja za podmazivanje može se na odgovarajući način povećati.Prije ubrizgavanja ulja za ležajeve, zastarjelo mazivo treba isprazniti.Zatim, novo mazivo treba dodati u otvor za čep za ulje dok ulje ne iscuri.Prilikom ubrizgavanja ulja za podmazivanje potrebno je ukloniti zavrtanj poklopca glavčine, a kraj uređaja za podmazivanje pritisnuti na rame u uljnom kanalu. Moment zatezanja čepa za ulje treba kontrolisati između 157-255 Nm.
Vrijeme objave: Apr-05-2023



